



اکثر این افراد که حس کنجکاوی فعالی داشته و دوست دارند خود دست به کار شوند، ابزار لحیم کاری متناسب با نیاز خود فراهم کرده و شروع به کار کرده اند.
سوزاندن دست، میز کار، فرش(برای آنهایی که کارگاهشان، اتاق خوابشان است)، آسیب دیدن و سوزاندن قطعات، تراشه ها، ماژول ها، اتصال عجیب و غریب و شلخته قطعات و مشکلات فراوان دیگر از جمله مواردی هستند که مطمئنا کسی که با لحیم کاری سر و کار دارد در ابتدای کار با آنها مواجه شده است. مانند هر کار دیگری، هرچه تجربه شما در این زمینه بیشتر شود، سرعت، دقت و ظاهر کار شما بهتر خواهد شد.
اما آشنایی با مبانی و لوازم لحیم کاری و مشکلاتی که در این مسیر وجود دارد می تواند کمک زیادی به شما برای شروع به کار کند. در این مقاله سعی شده این اطلاعات برای شما جمع آوری گردد.
معرفی قطعات:
اولین مرحله برای شروع کار تهیه ابزار کار مناسب و متناسب با نیازتان می باشد
انتخاب هویه:
استفاده از هویه مناسب، مهم ترین بخش کار می باشد. هویه ها دارای انواع مختلفی با توان و قیمت متفاوت می باشند که معمولا هویه های قلمی با توانی بالاتر از 25 وات مناسب هستند. شاید با خرید یک هویه ارزان قیمت، پول کمتری پرداخت کرده باشید ولی موقع انجام کار احتمال آسیب دیدن قطعات بالاتر رفته و هزینه های اعمالی به شما بیشتر خواهد شد. چون:
- مدت زمان بیشتری جهت گرم کردن محل اتصال طول می کشد، که این می تواند باعث ورود گرما به قطعه و آسیب دیدن آن شود.
- از طرف دیگر می تواند باعث افزایش زمان قرارگیری و شکل گیری درست قلع در محل اتصال شود، که این خود باعث کاهش کیفیت لحیم کاری می گردد.
- مورد دیگر نیاز به زمان بیشتر جهت خنک شدن و بازگشت به شرایط اولیه می باشد که بر روی کیفیت اتصال تاثیر گذار است.
نمونه ای از هویه ها را در شکل زیر مشاهده می کنید که بسیار رایج بوده و قیمت مناسبی هم داشته و می توانند برای لحیم کاری با سرعت و کیفیت مناسب انتخاب درستی باشند. هویه های این نوع را با توان حداقل 25 وات انتخاب کنید.

نمونه دیگری از هویه ها را در شکل زیر مشاهده می کنید که کیفیت و توان بالاتری داشته و امکان کنترل دما در آنها وجود دارد و قاعدتا قیمت بالاتری دارند.

سعی کنید تا آنجا که امکان دارد از بعضی از نمونه های هویه استفاده نکنید. نمونه های گازی که دارای توان های مختلفی بوده ولی کنترل آنها مشکل است. و نمونه هایی که از باتری استفاده می کنند و در اکثر موارد توان پایینی دارند. این هویه ها فقط در موقع ضرورت و زمانی که به پریز برق دسترسی ندارید می تواند کار شما را راه بیاندازد.


ابزارهای دیگری نیز وجود دارند که به کارگیری آنها برای مدارات الکترونیکی به هیچ عنوان درست نمی باشد:
شعله ها: که به هیچ عنوان مناسب مدارات الکترونیک نبوده و به آنها آسیب می رسانند.
هویه های تفنگی: که برای کار کردن با سیم های ضخیم مناسب هستند ولی به هیچ عنوان دقت لازم را برای مدارت الکترونیک که معمولا دارای ظرافت بالایی هستند، ندارند.
هویه های دمای سرد: که با تزریق جریان به اتصالات، دمای آنها را بالا می برند. این جریان می تواند به بسیاری از قطعات حساس الکتریکی آسیب برساند.

پایه هویه: موقع لحیم کاری لازم است که هویه بسیار داغ را در یک مکان امن قرار دهید تا آسیبی به شما وارد نشود. می توان از یک سینی فلزی هم استفاده کرد ولی پایه هویه بهترین و اصولی ترین وسیله برای انجام این کار است. معمولا همراه با پایه هویه مکانی برای قرارگیری اسفنج نسوز نیز وجود دارد.

قلع(سیم لحیم): انتخاب سیم لحیم مناسب می تواند در کیفیت کار شما بسیار تاثیرگذار باشد. سیم های لحیم در قطرهای مختلف با کیفیت های متفاوت عرضه می شوند. جنس آنها آلیاژی از قلع و سرب می باشند که درصد این عناصر در سیم های مختلف متفاوت است. معمولا بر روی قرقره سیم لحیم دو عدد نوشته شده است، برای مثال 40/60 که به این معناست، سیم لحیم دارای 60 درصد قلع و 40 درصد سرب می باشد. برای موارد رایج لحیم کاری قطعات الکترونیکی باید درصد قلع حدود 60 درصد باشد. چون قلع نقطه ذوب پایین تری داشته لذا با دمای کمتری می توان اتصالات را برقرار کرده و از آسیب رسیدن به قطعات الکترونیکی جلوگیری کرد.

نمونه هایی از سیم های لحیم نیز وجود دارند که آغشته به روغن لحیم می باشند، لذا هنگام به کارگیری آنها نیازی به استفاده جداگاه از روغن لحیم نیست.
سیم چین: بعد از لحیم کاری قطعات برای جداسازی بخش های اضافی احتیاج به یک سیم چین خواهید داشت.

اسفنج نسوز: از این وسیله جهت تمیز کردن سر هویه از قلع های اضافی استفاده می شود. هنگام استفاده از اسفنج نسوز، آن را با مقداری آب مرطوب کنید.

گیره: می تواند به شما کمک کند تا قطعه شما هنگام لحیم کاری ثابت قرار گیرد، که این می تواند باعث افزایش امنیت و دقت هنگام کار گردد.

دست سوم: از این وسیله نیز می توان برای لحیم کاری بردهای کوچک و قرار داردن قطعه در مکان مورد نظر استفاده کرد.

قلع کش: در صورتی که لحیم به صورت نامناسبی در مدار قرار گرفته، حجم لحیم به کار رفته زیاد باشد، قطعه ای به طور اشتباه در برد نصب شده باشد و ... می توان از قلع کش استفاده کرد. برای این منظور باید ابتدا نقطه مورد نظر را با هویه گرم کرده و سپس توسط قلع کش، قلع را از روی برد برداشت.

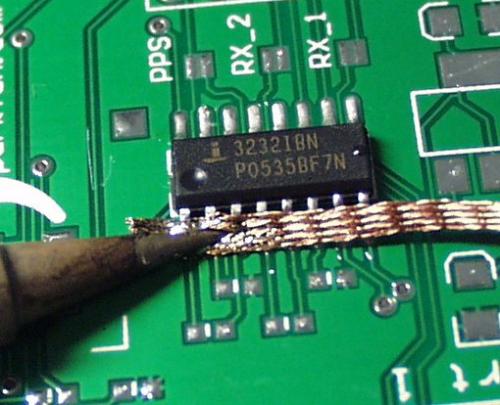
فتیله لحیم: روش دیگر برای جداسازی قلع از مدار استفاده از فتیله لحیم می باشد که امکان جداسازی لحیم های قدیمی را فراهم می کند. فتیله لحیم در واقع مس بافته شده است و قیمتی بالاتر از قلع کش دارد. البته هر کدام از این ابزارها کاربرد خاص خود را داشته و در جای خود استفاده می شوند.
